مقدمة عن تصميم القوالب المعدنية
تصميم القوالب المعدنية هو مرحلة حاسمة في المشاريع الصناعية والبنائية، تتطلب الدقة والخبرة والمعرفة التقنية العالية. هذه العملية تتضمن اتخاذ قرارات استراتيجية بناءً على متطلبات العميل، ويتم نقل القرار النهائي من خلال وسائل مختلفة مثل الرسم، أو صنع النماذج الأولية، أو النماذج المصغرة. اليوم، أصبح استخدام القالب المعدني القابل للتعديل للخرسانة خيارًا رائدًا بفضل مرونته، ومتانته، وقابليته لإعادة الاستخدام في التصميم والتنفيذ. هذه القوالب لا تقلل التكاليف فحسب، بل تتيح تنفيذ تصاميم معقدة بدقة عالية. في هذا المقال، سنستعرض مبادئ تصميم القوالب المعدنية، ومراحله، والنقاط الرئيسية لتحقيق النجاح.
التصميم كعملية اتخاذ قرارات
التصميم هو نوع من اتخاذ القرارات بناءً على المطالب التي يحددها المصمم، ويتم نقل القرار النهائي بطرق مختلفة إلى العميل. هناك عدة طرق لشرح التصميم للعميل، منها: صنع النماذج الأولية، رسم المخططات وشرحها، الشرح اللفظي، صنع النماذج المصغرة، وغيرها. اليوم، تعتبر طريقة الرسم هي الأقصر والأكثر اقتصادية ودقة لنقل القرارات المتخذة في الأعمال الصناعية، حيث تُستخدم كلغة دولية في الأوساط الصناعية. يمكن مناقشة الحسابات المتعلقة بالبناء بسهولة على المخططات قبل البدء في التصنيع. هذا النهج يقلل من تكلفة وزمن بناء الجهاز إلى الحد الأدنى. وبالتالي، من الواضح أن المصمم الصناعي الناجح هو من يمتلك وعيًا كاملاً بتفاصيل الرسم الصناعي ويتقنه جيدًا. ننصح هنا جميع من يعملون في مجال تصميم القالب المعدني القابل للتعديل للخرسانة أو المهتمين بالتصميم وما زالوا في بداية مشوارهم، بدراسة الرسم الصناعي بعمق وإتقان محتوياته جيدًا، حتى يتمكنوا من ترجمة ما يدور في أذهانهم إلى الورق بسهولة أثناء التصميم. الأمر الآخر الذي يجب أن يتقنه المصمم هو اتخاذ القرارات واختيار الآليات والمكونات المناسبة لمواقف مختلفة في التصميم، وهذا لا يمكن تحقيقه إلا من خلال الدراسة والبحث في الموضوع المطلوب، مستندًا إلى خبرات وأبحاث المتخصصين ذوي الصلة. في تصميم قوالب القطع، يجب أن يكون المصمم على دراية كاملة بجميع المكونات، والأجزاء، والآليات، وطرق تصنيع الأجزاء، والمواد، والحسابات المتعلقة بها. الخطوة الأولى في تصميم قوالب القطع هي تصميم شريط الصفيحة.
مراحل تصميم قوالب القطع
في الطرق الحديثة لتصميم القالب المعدني القابل للتعديل للخرسانة، تم تصنيف مراحل التصميم بشكل منظم لتحسين الجودة وتقليل التكاليف، وبما أن هذه المراحل مستمدة من حسابات دقيقة وتجارب خاصة بصناعة القوالب، فمن المؤكد أن الالتزام بها يؤدي إلى تصميم قالب مثالي وهندسي. المراحل هي كالتالي:
تصميم الشريط
الخطوة الأولى في تصميم قالب القطع هي تصميم الشريط، بحيث يوضح الشريط المرسوم جميع العمليات التي تُجرى من المحطة الأولى إلى الأخيرة. يمكن من خلال هذا الشريط رؤية طريقة القطع في المحطات المختلفة بسهولة. بناءً على هذا الشرح، نجد أن أهم مرحلة في تصميم القالب هي تصميم الشريط، وبعدها يمكن التنبؤ بسهولة بالوقت والتكلفة اللازمين لصنع القالب. نظرًا لأن 50 إلى 70% من التكلفة النهائية للأجزاء المنتجة بواسطة قوالب القطع تعود إلى المواد الخام، والباقي يشمل تكاليف الإنتاج (العمالة، النفايات، إلخ)، يجب مراعاة تقليل النفايات إلى الحد الأدنى عند تصميم الشريط.
كمية الإزاحة المسموحة للنفايات
هذه الكمية مرتبطة مباشرة بالشكل النهائي والمحيط الخارجي للجزء المنتج، ويمكن تقسيم الأجزاء المنتجة من حيث الشكل الخارجي إلى أربع فئات رئيسية لتحديد مستويات النفايات المسموح بها في الشرائط المختلفة:
الفئة الأولى:
تشمل هذه الفئة الأجزاء ذات المحيط الخارجي المنحني، حيث تكون المنحنيات متباعدة عند النظر من محطتين متتاليتين. في هذه الحالة، تُعتبر كمية النفايات (A) مساوية لـ 70% من سمك الصفيحة. A = 7% × T الأشكال ذات المنحنيات المتباعدة (الشكل 7)
الفئة الثانية:
تشمل هذه الفئة الأجزاء ذات الحواف القاطعة الموازية والمستقيمة لبعضها البعض ولحواف الشريط. في هذه الحالة، تعتمد كمية النفايات (B) على الطول المستقيم (L) لحافة الجزء المنتج ويمكن تحديدها باستخدام الجدول 5. (الشكل 8، الجدول 5)
الأشكال ذات الحواف الموازية (الشكل 8)
(الجدول 5) النفايات بناءً على سمك الصفيحة
| النفايات | الطول المستقيم للجزء (L ملم) |
|---|---|
| T | 0-60 |
| 1¼ T | 60-200 |
| 1½ T | أكبر من 200 |
الفئة الثالثة:
تشمل هذه الفئة الأجزاء التي تحتوي على منحنيات موازية عند النظر من محطتين متتاليتين. في هذه الحالة، تعتمد كمية النفايات (C) مباشرة على طول القوس (L). (الشكل 9، الجدول 6)
(الجدول 6) تحديد النفايات بناءً على سمك الصفيحة
| طول القوس (L) | النفايات بناءً على سمك الصفيحة |
|---|---|
| 0-60 | T |
| 60-200 | 1¼ T |
| أكبر من 200 | 1⅓ T |
الفئة الرابعة:
تشمل هذه الفئة الأجزاء التي تحتوي على زوايا حادة عند النظر من محطتين متتاليتين، وفي هذه الحالة تُعتبر كمية النفايات مساوية أو أكبر من 1¼ T. (الشكل 10)
C = 1¼ × T
تحديد كمية النفايات للشرائط متعددة الصفوف
القيم الموصى بها في الفئات الأربع أعلاه تنطبق فقط على الشرائط أحادية الصف، أما عندما يكون الشريط متعدد الصفوف، فتُعتبر كمية النفايات المسموح بها في جميع الأشكال والحالات مساوية لـ 1⅓ T.
تحديد كمية النفايات للمواد غير المعدنية
عندما تكون المادة غير معدنية، تعتمد كمية النفايات على نوع المادة وتُستمد من الجدول أدناه. (الجدول 7)
(الجدول 7) تحديد النفايات للمواد غير المعدنية
| المسافة بين القطع المتتالي من حافة الشريط (ملم) | سمك الشريط (T ملم) | نوع المادة |
|---|---|---|
| 2.3-3.9 | جميع الأحجام | قماش-ورق |
| 1.6 | جميع الأحجام | لباد-جلد-مطاط ناعم |
| 0.4 T | جميع الأحجام | مطاط صلب-سولينويد |
| 0.6 T | جميع الأحجام | ميكا-ميكانيت |
| T | جميع الأحجام | بيرمالوي |
| 1.6 T | 0-0.8 | خشب رقائقي-خشب مضغوط-لوح قطني مقاوم للحريق |
| 2 T | أكثر من 0.8 | |
| 0.8 T | جميع الأحجام | ألياف زجاجية-راتنج صلب |
محطات الخمول
عندما يزداد عدد محطات القطع على الشريط، يزداد عدد المثاقب والمكونات الأخرى للقالب بنفس المقدار، وأحيانًا بسبب قرب محطات القطع من بعضها، يصبح من غير العملي تركيب المثاقب والمكونات الأخرى. لمنع هذه المشكلة، ولزيادة قوة الشريط وحركته السريعة والمريحة، عادةً ما يتم تخصيص محطة خاملة في أماكن مناسبة، حيث لا تُجرى أي عمليات على الصفيحة، مما يخلق مساحة مفتوحة لتركيب المثاقب أو مكونات القالب الأخرى. (الشكل 11)
كيفية وضع الجزء في الشريط
في معظم الأحيان، تُستخدم شرائط معدنية بعرض قياسي لصنع الأجزاء المقطوعة، وفي هذه المرحلة، يجب على المصمم أن يضع الجزء داخل الشريط بمهارة بحيث يكون شكل الوضع يقلل من النفايات إلى أدنى حد. كما هو موضح في الأشكال أدناه، قد تتشابك الأجزاء مع بعضها أو تُرتب في صف واحد أو عدة صفوف على الشريط. يوضح الشكل 12 عدة أمثلة على هذه الترتيبات. (الشكل 12)
مراحل تصميم قوالب القطع
المثقاب
المثقاب هو أحد حواف القص في قالب القطع، وعادةً ما يكون الحافة التي تطبق الضغط اللازم لقطع الشريط على سطح الصفيحة، ويمكن أن يكون له شكل هندسي محدد بناءً على نوع القطع. عادةً، تكون المثاقب جزءًا من المكونات العلوية لقالب القطع، متصلة بالحذاء العلوي. لتسهيل التصنيع وزيادة المتانة، يجب مراعاة النقاط التالية في تصميم المثاقب:
الشكل العام للمثاقب
فيما يلي مثال على مثقاب قطع مع شرح مكوناته: (الشكل 13) H: هذه الدرجة مخصصة للتحكم في الحركة الطولية للمثقاب وتُصمم دائمًا بتفاوت إيجابي، بحيث عندما يستقر المثقاب في حامل المثقاب، تكون هذه الجزء إما بارزة أو متساوية مع قاعدة الحامل. D: هذا القطر مخصص لتركيب المثقاب في الحامل ويجب أن يتم ضغطه في هذا الموقع (H7/n6). R: يُعرف باسم نصف قطر التوصيل، وهو ضروري لتقليل الضغط في الزوايا الحادة. d: هذا القطر يحدد حجم الثقب على الشريط، وتعتمد دقته على الخلوص ودقة أبعاد الجزء المنتج.
مادة وصلابة المثاقب
يجب أن تكون مادة المثاقب من الفولاذ الصلب المقاوم للتآكل والصدمات لتقليل التدهور عند الاستخدام المكثف. يُوصى بفولاذ يتصلب بشكل متساوٍ من السطح إلى القلب بعد المعالجة الحرارية ويحافظ على شكله وحجمه الأصليين. الفولاذ من نوع SPK هو مثال يحقق هذه المواصفات. تُصلّب المثاقب بعد التصنيع إلى 55 روكويل.
طول المثاقب
يجب أن يُحاول جعل طول المثاقب قصيرًا قدر الإمكان لزيادة مقاومة المثقاب للكسر.
قطر المثاقب
في حالة كان قطر القطع للمثاقب 4 ملم أو أقل، عادةً ما يُصمم المثقاب بدرجتين (القطر الأكبر يكون 1.5 ضعف القطر الأصغر).
المثاقب القياسية
تُصنع هذه المثاقب بواسطة شركات تصنيع الأدوات وتُعرض في السوق. تُصنع من مواد عالية الجودة، مما يتيح للمصمم تقليل تكلفة وزمن تصنيع القالب بشكل أكبر.
التجميع الجاف
المثاقب التي تحتوي على مقاطع قطع معقدة تتطلب مهارة وتقنية عالية للتصنيع، لكن يمكن تصنيعها من عدة قطع تُجمع لتشكل الشكل النهائي للمثقاب. يوضح الشكل 14 أمثلة على هذه المثاقب. (الشكل 14)
تركيب واستبدال المثاقب
للحصول على تركيب جيد، عادةً ما يُستخدم لوح حامل المثاقب، حيث تُوضع المثاقب حسب مواقعها المحددة. هذا التصميم يتيح استبدال أي مثقاب بسهولة. لمنع دوران المثاقب، غالبًا ما تُثبت في الحامل بواسطة دبوس سفلي. يمكن أيضًا استخدام براغي أو كرات زنبركية لهذا الغرض. (الشكل 15)
تزوية رأس المثقاب
في معظم قوالب القطع، يُصمم المثقاب بحيث يتلامس محيطه بشكل متساوٍ مع الصفيحة أثناء القطع، مضغطًا إياها على سطح القالب وفصل القطعة. القوة المطلوبة لهذا القطع تُوفر بواسطة مكبس، وفي حالة عدم كفاية المكبس المتاح، يمكن تقليل القوة المطلوبة بتزوية رأس المثقاب، حيث يتغير التلامس من السطح الكامل إلى الخطي. (الشكل 16) تُحدد كمية القص (h) في المثقاب أو القالب بناءً على القوة المطلوبة للقطع وطنية المكبس، وعادةً يُحاول ألا تتجاوز سمك الصفيحة. من الواضح أن زيادة كمية القص (h) تقلل من القوة اللازمة للقطع.
كيفية رسم مخططات القالب
تُرسم مخططات القالب مثل غيرها من المخططات الصناعية بناءً على معايير الرسم الدولية (DIN ISO)، وتتطور العملية كالتالي: بناءً على الشكل الخارجي للجزء، يُرسم مسودة أولية على الورق، وبعد مراجعة وتعديل الآليات الموجودة، يتم الحصول على مخطط تجميعي كامل للقالب يشمل جميع المكونات والجوانب. في هذه المرحلة، تُعطى أرقام خاصة لجميع أجزاء القالب، سواء كانت قياسية أو غير قياسية، مما يسهل الوصول إليها في مراحل التصميم والتصنيع اللاحقة. بالإضافة إلى ذلك، تُحدد مادة كل جزء وتُسجل في جدول مخطط التجميع للقالب. إذا كان سيتم شراء جزء قياسي من السوق لدمجه في القالب، يجب ذكر الرقم القياسي (DIN أو اسم الشركة) والأبعاد العامة للجزء في جدول مخطط التجميع. لتصنيع أو شراء أجزاء القالب، يجب إعداد مخططات منفصلة لكل مكون تُعرف بمخططات التصنيع. تُرسم هذه المخططات على أوراق قياسية A4 أو أحجام قياسية أخرى، ويجب أن توضح جميع العمليات التي يجب تنفيذها على المواد الخام لتصبح الجزء النهائي للقالب. إعداد مخططات التصنيع التفصيلية هو أحد أهم مراحل تصميم القالب المعدني القابل للتعديل للخر القالب المعدني القابل للتعديل للخرسانة، لأنها تحدد الحدود والأبعاد ودقة الأجزاء. يجب أن تتضمن هذه المخططات القياسات الكاملة، بالإضافة إلى تفاصيل مثل نعومة السطح، المادة، الصلابة، رقم الجزء، الحجم العام، التفاوتات في الشكل والموضع، التطابقات، وغيرها من المتطلبات اللازمة. التفاوتات في الشكل والموضع هي من العناصر الشائعة في مخططات تصنيع الأجزاء، وتضمن دقة الأبعاد في المقاطع المختلفة للجزء. سيتم شرح هذه التفاوتات بشكل عام في القسم التالي.
الملخص
أحد العيوب المهمة في عملية الثني هو ظاهرة الارتداد الزنبركي التي تحدث بعد إزالة قوة الثني من الصفيحة. تقدير مقدار الارتداد الزنبركي لتعويضه وإنتاج جزء دقيق هو من المشكلات الرئيسية التي يجب مراعاتها في الثني. في هذا المقال، بالإضافة إلى دراسة ظاهرة الثني الحافة في الصفائح الفولاذية، تم فحص الثنيات التي تحتوي على قطع في خط الثني، وتم تحليل تأثير أبعاد الثقب (نسبة القطع)، ونصف قطر المثقاب، ونصف قطر القالب على الارتداد الزنبركي في الصفائح الفولاذية في قوالب الثني الحافة. تُظهر النتائج أن جميع العوامل المذكورة تؤثر على الارتداد الزنبركي، لكن تأثير نصف قطر القالب هو الأكثر أهمية. الكلمات المفتاحية: الارتداد الزنبركي – الصفيحة المثقوبة – الثني الحافة – نصف قطر المثقاب – نصف قطر القالب
1- المقدمة
أهم وأبسط العمليات التي تُجرى على الصفائح المعدنية هي عملية الثني. تتضمن هذه العملية عيوبًا مثل التمزق، التجعد، تشوه مقطع الثني، والارتداد الزنبركي، ويركز هذا البحث على الارتداد الزنبركي. بما أن الارتداد الزنبركي يؤثر على الشكل النهائي للجزء المطلوب، يجب التفكير في حل لتعويضه. أحد هذه الحلول هو تقدير مقدار الارتداد الزنبركي وتعديله في تصميم القالب المعدني القابل للتعديل للخرسانة. في الصناعة، يُستخدم الجداول والصيغ المتوفرة في الكتيبات لتقدير الارتداد الزنبركي، لكن هذه الجداول والصيغ تعاني من عيبين رئيسيين: عدم وجود صيغ أو جداول للصفائح المثقوبة، وعدم مراعاة جميع العوامل المؤثرة في الارتداد الزنبركي أثناء عملية الثني [1]. في الثني الحافة، تؤثر العديد من المتغيرات على الارتداد الزنبركي. تمت دراسة تأثير أبعاد القالب من قبل Kampus وTekiner، اللذين حللا العوامل المؤثرة على الارتداد الزنبركي وقدما علاقات وحلولًا للتنبؤ به وتقليله في قوالب الثني الحافة [2]. أجرى Livatyali سلسلة من تجارب الثني، مفحصًا تأثير نصف قطر القالب، والخلوص بين المثقاب والقالب، ونصف قطر المثقاب، وقوة حامل الصفيحة، ونوع المادة على الارتداد الزنبركي في الثني الحافة [3]. قام Bahloul وزملاؤه بدراسة الارتداد الزنبركي باستخدام تصميم التجارب وطريقة العناصر المحدودة ثلاثية الأبعاد، مشيرين إلى أن نصف قطر القالب والخلوص بين المثقاب والقالب هما العاملان الأكثر أهمية في الشكل النهائي للجزء بعد الثني، حيث يزيد الارتداد الزنبركي والزاوية النهائية مع زيادتهما [4]. درس Cho وزملاؤه تأثير نصف قطر المثقاب، ونصف قطر القالب، وخلوص القالب، والاحتكاك، وسمك الصفيحة، والسرعة على الارتداد الزنبركي بطريقة عددية [5]. قدم Kazan وزملاؤه علاقات للتنبؤ بالارتداد الزنبركي في قوالب الثني الحافة باستخدام العناصر المحدودة (FEM) والشبكات العصبية [6]. تُظهر الدراسات أنه على الرغم من وجود أبحاث واسعة في مجال ثني الصفائح، إلا أن الثني الحافة لم يحظَ باهتمام كافٍ. علاوة على ذلك، لم تحتوِ الأجزاء التي تم فحصها للثني على قطع أو ثقوب في خط الثني، بينما في الصناعة توجد أجزاء تحتوي على قطع أو ثقوب في موقع الثني كما هو موضح في الشكل (1). أظهرت أبحاث سابقة للمؤلفين على قوالب V-شكل أن الارتداد الزنبركي لهذه الأجزاء يختلف عن الأجزاء من نفس المادة والأبعاد بدون قطع أو ثقوب. الارتداد الزنبركي للصفائح التي تحتوي على قطع أو ثقوب يختلف عما هو موجود في الكتيبات أو الصيغ الشائعة، ويجب فحصها بشكل منفصل [7]. في هذا البحث، تم دراسة تأثير السمك، ونصف قطر المثقاب، ونصف قطر القالب، وأبعاد الثقب (نسبة القطع) على الارتداد الزنبركي في الصفائح الفولاذية في الثني الحافة باستخدام جهاز تم تصميمه وتصنيعه.
القوالب الزلقة
اليوم، لتشييد المنشآت الطويلة والممتدة مثل الصوامع، وأبراج الاتصالات، والنوى القصية في المباني الشاهقة، وأبراج التبريد، والمداخن، وقواعد السلالم، وأرضيات الأنفاق، وقنوات المياه، وأسطح الطرق، والمنشآت المشابهة التي كانت تتطلب سابقًا سقالات ثقيلة حول المنشأة، يُستخدم أسلوب يُسمى القوالب الزلقة. باستخدام القوالب الزلقة، تم القضاء على الكثير من السقالات المحيطة، مما زاد من سرعة التنفيذ وتحسين مظهر العمل. يصبح هذا الأسلوب أكثر كفاءة باستخدامالقالب المعدني القابل للتعديل للخرسانة.
القوالب الزلقة العمودية
المبدأ الأساسي لتنفيذ القوالب الزلقة العمودية هو أن القالب يُرفع بارتفاع 1 إلى 1.5 متر على فترات زمنية متتالية. أثناء رفع القالب، تستمر عمليات صب الخرسانة والتسليح، ويتم صب خليط الخرسانة باستمرار من الأعلى إلى داخل القالب. مع تحرك القالب للأعلى، تبقى الخرسانة المتصلبة في الأسفل. تُعدل سرعة حركة القالب بحيث تكون الخرسانة عند خروجها من القالب قادرة على تحمل وزنها والحفاظ على شكلها بقوة كافية. يمكن تنفيذ القوالب الزلقة العمودية بحركة مستمرة أو برمجتها للتوقف عند ارتفاع معين ثم استئناف الحركة. عادةً، تتحرك القوالب الزلقة بسرعة موحدة. في حال توقف القالب الزلق، تتشكل فواصل لا تختلف عن فواصل مراحل صب الخرسانة في البناء باستخدام القوالب الثابتة. يتحرك القالب الزلق عموديًا بسرعة ثابتة، مما يضمن بقاء كل قسم من الخرسانة في القالب للمدة اللازمة للتصلب الأولي. تُستخدم هذه الطريقة للمنشآت القشرية ذات سمك جدار ثابت أو شبه ثابت. تُرفع القوالب الزلقة العمودية بواسطة رافعات تعمل على قضبان ناعمة أو أنابيب هيكلية مدمجة في الخرسانة المتصلبة. قد تكون هذه الرافعات يدوية، هوائية، كهربائية، أو هيدروليكية. تُربط المنصات العاملة وسقالات العمال التشطيب بالقالب وتتحرك معه.
الأجزاء الرئيسية للقالب الزلق
جدران القالب:
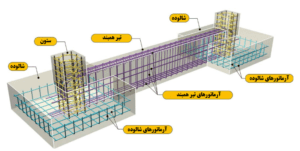
يجب أن تكون جدران القالب قوية ومقاومة بما فيه الكفاية. قد تكون مصنوعة من الخشب أو المعدن. القوالب المعدنية أثقل بكثير من القوالب الخشبية، لكنها توفر قوة أكبر وعدد دورات إعادة استخدام أعلى. إصلاح أو تعديل القوالب المعدنية أصعب من القوالب الخشبية، لكن تنظيفها أسهل وتكون سطح الخرسانة أكثر نعومة بعد إزالتها. يمكن تقسيم القوالب إلى ثلاثة أجزاء: النير، والدعامات الأفقية (الأحزمة)، وجسم القالب. للنير وظيفتان رئيسيتان: منع فتح القوالب تحت الضغط الجانبي للخرسانة ونقل الحمل والضغط إلى الرافعات. تُصنع الدعامات الأفقية لتعزيز مقاومة الانحناء لجسم القالب ونقل حمله إلى النير. تُربط منصات التشطيب، والسطح التنفيذي، والمنصات المعلقة بالدعامات الأفقية.
الأطواق:
تُستخدم هذه الأطواق لدعم المنصة العاملة ونقلها، ولتحمل وزن القالب وكابلات الرافعة. عادةً تكون معدنية ومصممة كمقاطع مناسبة للتصميم.
المنصة العاملة:
عادةً يتم تخصيص ثلاثة مستويات عمل: الأول فوق الأطواق وعلى ارتفاع حوالي مترين فوق نهاية الجدار، لاستخدام مشابك معدنية ثابتة؛ والثاني عند أعلى القالب ومتساوٍ مع الأرضية، لوضع حاويات الخرسانة وتخزين المواد وأدوات التسوية وأجهزة التحكم بالرافعات؛ والثالث إما سقالات خشبية معلقة أو مستمرة على جانبي الجدار، للوصول إلى سطح الخرسانة المكشوف حديثًا وإصلاحه إذا لزم الأمر.
الرافعات الهيدروليكية:
تُحدد الرافعات الهيدروليكية المستخدمة عادةً بسعتها، مثل الرافعات ثلاثية أو سداسية الأطنان.
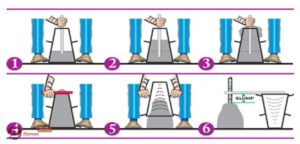
صب جدران الخرسانة بطريقة الزلقة
من مزايا هذه الطريقة في الصب، التي تُستخدم للجدران الطويلة نسبيًا، زيادة عدد مرات استخدام القالب وسرعة التنفيذ. في المرة الأولى، يُوضع جداران القالب بشكل معكوس مع الاتكاء على قاعدة خرسانية (رامكا). بعد صب الخرسانة وتصلبها، تُرفع الأجزاء الداخلية للقالب إلى مستوى الخرسانة النهائي، تُثبت، ثم تُصب الجزء الثاني من الجدار. بعد تصلب الخرسانة، يُزال القالب وتُكرر العملية كما في المرة الأولى. تستمر عملية الصب والقولبة بهذا الشكل حتى اكتمال صب الجدار.
صب المنشآت الخرسانية
القوالب الزلقة
اليوم، لتشييد المنشآت الطويلة والممتدة مثل الصوامع، وأبراج الاتصالات، والنوى القصية في المباني الشاهقة، وأبراج التبريد، والمداخن، وقواعد السلالم، وأرضيات الأنفاق، وقنوات المياه، وأسطح الطرق، والمنشآت المشابهة التي كانت تتطلب سابقًا سقالات ثقيلة حول المنشأة، يُستخدم أسلوب يُسمى القوالب الزلقة. باستخدام القوالب الزلقة، تم القضاء على الكثير من السقالات المحيطة، مما زاد من سرعة التنفيذ وتحسين مظهر العمل.
القوالب الزلقة العمودية
المبدأ الأساسي لتنفيذ القوالب الزلقة العمودية هو أن القالب يُرفع بارتفاع 1 إلى 1.5 متر على فترات زمنية متتالية. أثناء رفع القالب، تستمر عمليات صب الخرسانة والتسليح، ويتم صب خليط الخرسانة باستمرار من الأعلى إلى داخل القالب. مع تحرك القالب للأعلى، تبقى الخرسانة المتصلبة في الأسفل. تُعدل سرعة حركة القالب بحيث تكون الخرسانة عند خروجها من القالب قادرة على تحمل وزنها والحفاظ على شكلها بقوة كافية. يمكن تنفيذ القوالب الزلقة العمودية بحركة مستمرة أو برمجتها للتوقف عند ارتفاع معين ثم استئناف الحركة. عادةً، تتحرك القوالب الزلقة بسرعة موحدة. في حال توقف القالب الزلق، تتشكل فواصل لا تختلف عن فواصل مراحل صب الخرسانة في البناء باستخدام القوالب الثابتة. يتحرك القالب الزلق عموديًا بسرعة ثابتة، مما يضمن بقاء كل قسم من الخرسانة في القالب للمدة اللازمة للتصلب الأولي. تُستخدم هذه الطريقة للمنشآت القشرية ذات سمك جدار ثابت أو شبه ثابت. تُرفع القوالب الزلقة العمودية بواسطة رافعات تعمل على قضبان ناعمة أو أنابيب هيكلية مدمجة في الخرسانة المتصلبة. قد تكون هذه الرافعات يدوية، هوائية، كهربائية، أو هيدروليكية. تُربط المنصات العاملة وسقالات العمال التشطيب بالقالب وتتحرك معه.
الأجزاء الرئيسية للقالب الزلق
جدران القالب:
يجب أن تكون جدران القالب قوية ومقاومة بما فيه الكفاية. قد تكون مصنوعة من الخشب أو المعدن. القوالب المعدنية أثقل بكثير من القوالب الخشبية، لكنها توفر قوة أكبر وعدد دورات إعادة استخدام أعلى. إصلاح أو تعديل القوالب المعدنية أصعب من القوالب الخشبية، لكن تنظيفها أسهل وتكون سطح الخرسانة أكثر نعومة بعد إزالتها. للنير وظيفتان رئيسيتان: منع فتح القوالب تحت الضغط الجانبي للخرسانة ونقل الحمل والضغط إلى الرافعات. تُصنع الدعامات الأفقية لتعزيز مقاومة الانحناء لجسم القالب ونقل حمله إلى النير.